



E1L סעריע ויסגעצייכנט פּראַסעסינג פּאָליעסטער-באזירט טפּו



פֿעיִקייטן
ויסגעצייכנט פּראַסעסינג פּראָפּערטיעס, שנעל באַשטעטיקן צייט, קיין מיגראַטיאָן, UV קעגנשטעל, ויסגעצייכנט פלאָוינג פּראָפּערטיעס
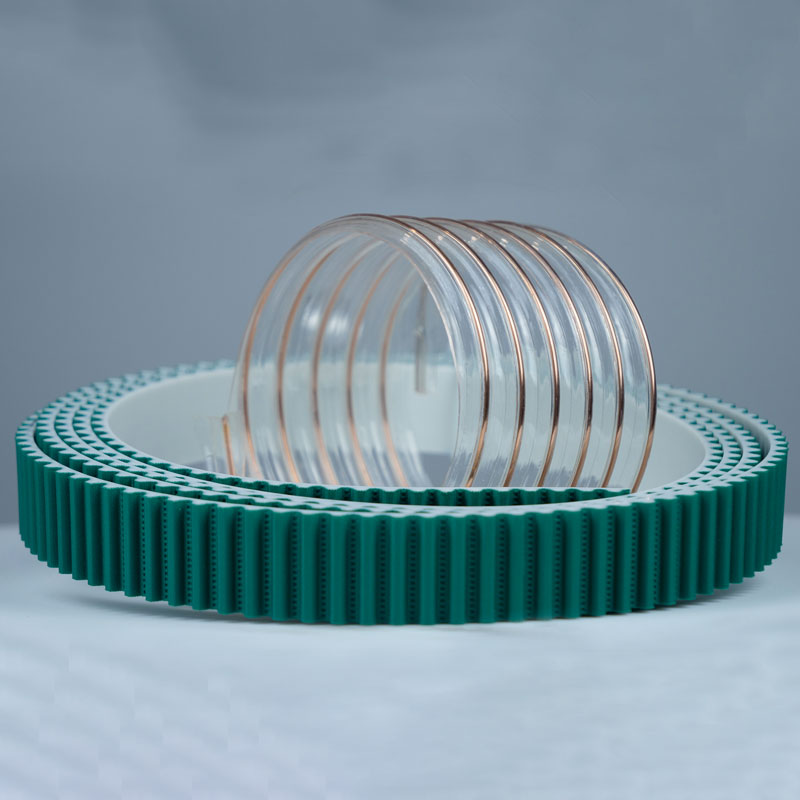
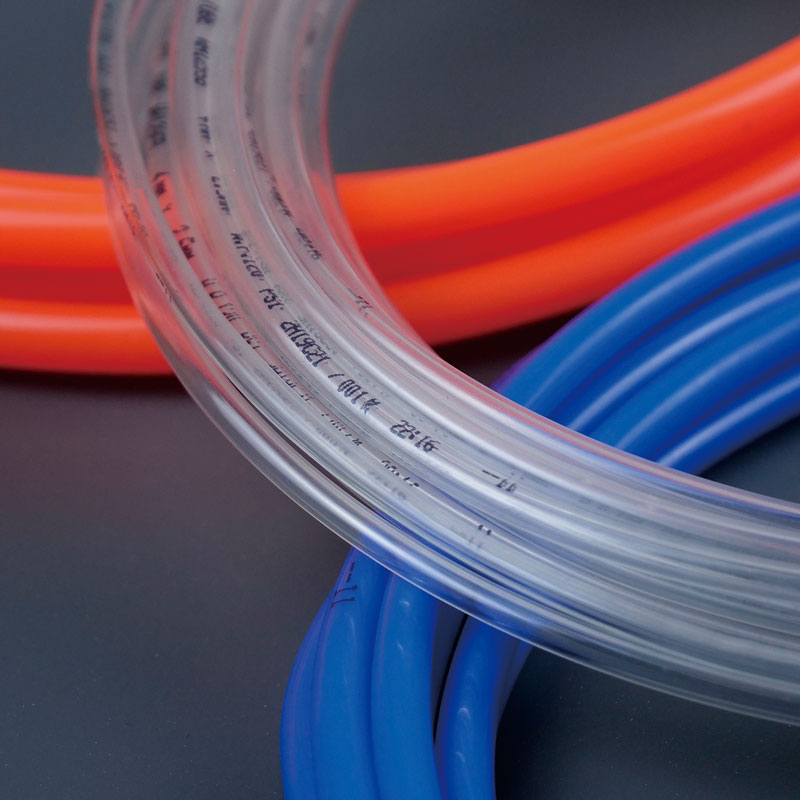
אַפּפּליקאַטיאָן
טעלעפאָן & פּאַד דעקן, גאַרטל, קישקע און רער, דראָט און קאַבלע, שוכוואַרג, קאַסטער, פילם, קאָוטינג, איבער-מאָלדינג, עטק.
| פּראָפּערטיעס | נאָרמאַל | אַפּאַראַט | E185L | E190L | E190LU | E195L | E195LU |
| געדיכטקייַט | ASTM D792 | ג / סענטימעטער3 | 1. 19 | 1. 19 | 1. 19 | 1. 2 | 1. 2 |
| כאַרדנאַס | ASTM D2240 | ברעג א/ד | 86/- | 92/- | 92/- | 95/- | 95/- |
| טענסאַל סטרענגטה | ASTM D412 | מפּאַ | 35 | 40 | 40 | 45 | 45 |
| 100% מאַדזשולז | ASTM D412 | מפּאַ | 5 | 10 | 10 | 15 | 15 |
| 300% מאַדזשולז | ASTM D412 | מפּאַ | 10 | 20 | 20 | 25 | 25 |
| ילאָנגגיישאַן בייַ ברעכן | ASTM D412 | % | 600 | 550 | 500 | 500 | 500 |
| טרער סטרענגטה | ASTM D624 | kN/m | 100 | 120 | 140 | 130 | 130 |
| Tg | דסק | ℃ | -35 | -30 | -25 | -25 | -25 |
נאטיץ: די אויבן וואַלועס זענען געוויזן ווי טיפּיש וואַלועס און זאָל ניט זיין געוויינט ווי ספּעסאַפאַקיישאַנז.
פּראַסעסינג גייד
פֿאַר אָפּטימום רעזולטאטן, פריערדיק דריינג פון די פּראָדוקט אין 3-4 שעה אין אַ געגעבן טעמפּעראַטור אין די טדס.
די פּראָדוקטן קענען זיין געוויינט פֿאַר ינדזשעקשאַן מאָלדינג אָדער יקסטרוזשאַן, און ביטע טשעק מער דעטאַילס אין די TDS.
| פּראַסעסינג גייד פֿאַר ינדזשעקשאַן מאָלדינג | פּראַסעסינג גייד פֿאַר יקסטרוזשאַן | |||
| נומער | פּאַראַמעטער | נומער | פּאַראַמעטער | |
| נעזל (℃) | געגעבן אין די TDS | שטאַרבן (℃) | געגעבן אין די TDS | |
| מיטערינג זאָנע (℃) | אַדאַפּטער (℃) | |||
| קאַמפּרעשאַן זאָנע (℃) | מיטערינג זאָנע (℃) | |||
| פידינג זאָנע (℃) | קאַמפּרעשאַן זאָנע (℃) | |||
| ינדזשעקשאַן דרוק (באַר) | פידינג זאָנע (℃) | |||
דורכקוק
אַלע פּראָדוקטן זענען געזונט ינספּעקטיד בעשאַס פּראָדוקציע און נאָך פּראָדוקציע. סערטיפיקאַט פון אַנאַליסיס (COA) קען זיין צוגעשטעלט צוזאַמען מיט די פּראָדוקטן.
פּאַקקאַגינג
25 קג / זעקל, 1250 קג / פּאַלאַט אָדער 1500 קג / פּאַלאַט, פּראַסעסט האָלץ פּאַלאַט


האַנדלינג און סטאָרידזש
1. ויסמיידן פּראַסעסינג מאַטעריאַל אויבן רעקאַמענדיד טערמאַל פּראַסעסינג טעמפּעראַטורעס.
גוט גענעראַל ווענטאַליישאַן זאָל זיין גענוג פֿאַר רובֿ באדינגונגען. באַטראַכטן די נוצן פון היגע ויסמאַטערן ווענאַליישאַן אין פּראַסעסינג ימישאַן פונקטן.
2. ויסמייַדן ברידינג טערמאַל פּראַסעסינג פיומז און וואַפּערז
3. מעטשאַניקאַל האַנדלינג ויסריכט קענען גרונט פאָרמירונג פון שטויב. ויסמייַדן ברידינג שטויב.
4. ניצן געהעריק גראַונדינג טעקניקס ווען האַנדלינג דעם פּראָדוקט צו ויסמיידן ילעקטראָוסטאַטיק טשאַרדזשיז
5. פּעלאַץ אויף די שטאָק קען זיין גליטשיק און פאַרשאַפן פאלן
סטאָרידזש רעקאַמאַנדיישאַנז: צו האַלטן פּראָדוקט קוואַליטעט, קראָם פּראָדוקט אין אַ קיל, טרוקן געגנט. האַלטן אין אַ טייטלי געחתמעט קאַנטיינער.
HSE אינפֿאָרמאַציע: ביטע נעמען MSDS פֿאַר רעפֿערענץ.