



H Series Girêdana Bilind & Hêza Peeling Hotmelt Adhesive TPU




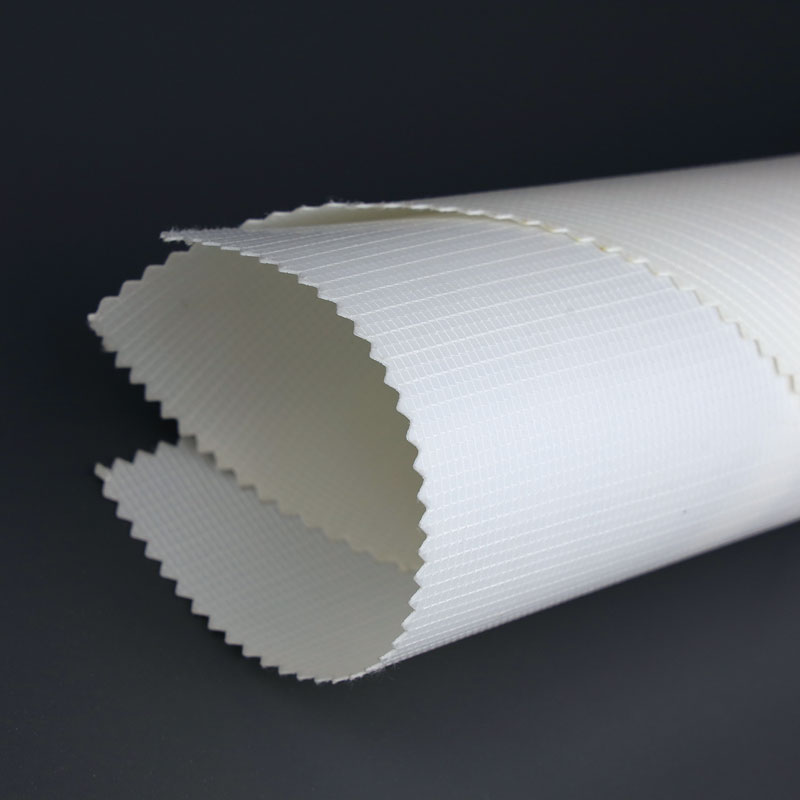
Features
Elastîsîteya Berbiçav, Hêza Girêdana Bilind û Peeling, Taybetmendiyên Vegerandina Berbiçav
Bikaranînî
Fîlm û Kasêta Hotmelt, Çêkirina Fabrîk, Pûç û jimarvan, hwd.
| Taybetmendiyên | Rêzan | Yekbûn | H190 | H290 | H290H | H295 | H570 | H680 | H690 | H220E |
| Density | ASTM D792 | g/cm3 | 1. 2 | 1. 2 | 1. 2 | 1. 2 | 1. 2 | 1. 2 | 1. 2 | 1. 2 |
| Hardness | ASTM D2240 | Şore A | 97 | 97 | 97 | 95 | 75 | 80 | 90 | 95 |
| Tensile Strength | ASTM D412 | MPa | 35 | 25 | 30 | 30 | 15 | 20 | 32 | 35 |
| Dirêjbûn li Break | ASTM D412 | % | 650 | 700 | 700 | 700 | 600 | 500 | 450 | 650 |
| Tfb | - | ℃ | 70 | 60 | 60 | 60 | 105 | 120 | 135 | 85 |
| R & B Softing Point | ASTM D6493 | ℃ | 140 | 80 | 90 | 110 | 125 | 140 | - | - |
| Tack-Free Time | - | min | 5 | 4 | 4 | 3 | 8 | 6 | 2 | 13 |
BİXWÎNE: Nirxên jorîn wekî nirxên tîpîk têne destnîşan kirin û divê wekî taybetmendî neyên bikar anîn.
Processing Guide
Ji bo encamên çêtirîn, zuwakirina berê ya hilberê di nav 3-4 demjimêran de li germahiya diyarkirî ya di TDS de.
Hilber dikarin ji bo şilkirina derzîlêdanê an derxistinê werin bikar anîn, û ji kerema xwe hûrguliyên bêtir di TDS-ê de kontrol bikin.
| Rêbernameya Pêvajoyê ji bo Molding Injection | Processing Guide bo Extrusion | |||
| Şanî | Parametre | Şanî | Parametre | |
| Nozzle (℃) |
Di TDS de hatiye dayîn | Bimire (℃) |
Di TDS de hatiye dayîn | |
| Qada pîvandinê (℃) | Adapter (℃) | |||
| Zona Kompresyonê (℃) | Qada pîvandinê (℃) | |||
| Herêma Xwarinê (℃) | Zona Kompresyonê (℃) | |||
| Zexta derzîlêdanê (bar) | Herêma Xwarinê (℃) | |||
Sertîfîkayên
Me sertîfîkayên tam hene, wekî ISO 9001, ISO 14001, ISO 45001, IATF 16949, Laboratoriya Neteweyî ya CNAS


Q: Hûn dikarin nimûneyan peyda bikin?
A: Em dikarin nimûneyan bidin. Ji kerema xwe ji bo nimûneyan bi me re têkilî daynin
Pirs: Kîjan port hûn dikarin barkêşê radest bikin?
A: Qingdao an Shanghai.
Q: Çawa li ser dema rêberiyê?
A: Bi gelemperî 30 roj e. Ji bo hin polên normal, em dikarin tavilê radest bikin.
Q: Li ser dravdanê çi ye?
A: Divê ew di pêşîn de drav be.
